导轨防护罩拉丝加工工艺
导轨防护罩制造钣金技术下料是将厚材料按需要切成坏料,钣金下料的方法很多。按机床的类型和工作原理可分为剪切、铣切、冲切、氧气切割和激光切割。
我司主要采用剪切、冲切及激光切割(LASER)剪切主要是用剪床剪裁直线边缘的板料,要求确定剪切表面的直线度和平行度。并尽量减少板材扭曲冲切下料主要利用数控冲床或普通冲床及落料模进行下料激光切割利用激光切割设备对板材进行连续切割,它的特点是速率不错、精度不错。随着生产的不断发展的技术进步,绝大多数的成形工艺是在机器上完成的。手工方法往往作为补充加工或修整工作。但在单件生产情况下,或一些形状比较复杂的零件,仍离不开手工操作及加工。
手工成形主要是利用一些简单的胎型、*模和各种各样的工夹具来完成。手工成型主要采取以下方法:弯曲、放边、收边、拔缘、拱曲、卷边、缝的校正。工模具成形是利用冲床、折床等机器及各种各样的模具来完成板料的成型。可分为:弯曲、拉延、局部成型和翻边、缩口、缩颈、扩口和胀形、成形、拉弯成形、旋压成形和校平。
导轨防护罩拉丝加工的工艺处理:
1、不同型号的砂纸所形成的纹路也不一样,砂纸的型号越大,砂粒越细所形成的纹路也就越浅。反之砂纸的型号越小砂粒越粗,所形成的纹路也就越深。因此在工程图面上需要导轨防护罩注明砂纸型号
2、样品中心拉丝机的加工范围:大宽度为850mm,当长小于230mm时。需使用治具。一般情况下拉丝后须再作电镀,氧化等处理导轨防护罩加工在往后五年到十五年,将积影响我国施行第三步战略部署。钣金加工企业的崛起免去了制作企业收购原资料、运送等冗杂顺序,节省客户很多的人力、物力、精力;对准备自购设备加工的企业愈是节省了出资建厂、置办设备、招聘职工、建立库存、管理资料等很多内部资源的耗费。
3、拉丝具有方向性。工程图面上需要注明是直纹还横纹拉丝,用双箭头表示,拉丝工件的拉丝面不能有任意凸起部分导轨防护罩否则会将该凸起部分拉平。
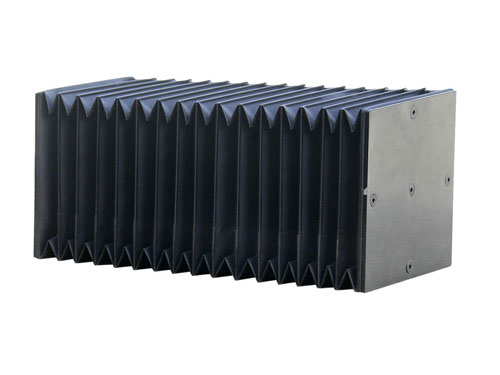
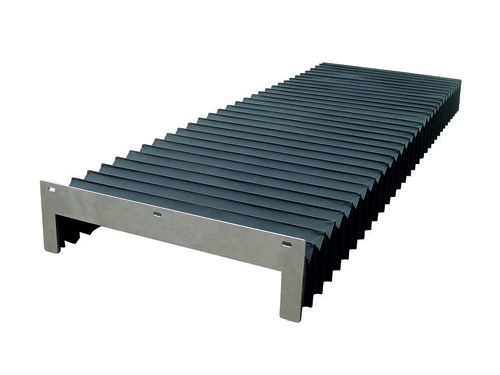
导轨防护罩是用来保护机床的.他可以保护机床的表面不受外界的破坏和腐蚀.他有很多种类。有:钢板防护罩,风琴防护罩,这两种是导轨上所用的。还有丝杠防护罩是在丝杠上所用的,包括:方形,圆形,多边形,由于做法不同。分为缝合式和钢丝支撑式,还有盔甲防护罩和卷帘式防护罩等等。
考虑到消费者的温度规定,如今保护套的高温织物已经达到几百度,因此在大多数地理环境中,在大多数温度下都有特别的织物可供选择。这是每个人的防护罩制造商制造的一种方法。
风琴防护罩和已加工的连接板有两种原材料。一种是塑料板,是常见的PVC塑料隔板;另一种是塑料板。两个连接板是金属复合材料,可以使用金属复合连接板。您可以选择不同的原材料,例如冷轧板或不锈钢板。使用哪种原材料取决于您的要求和地理环境。
对导轨防尘罩的保养一个合格的操作人员,需要在了解加工零件的要求、工艺路线、机床特性后,方可操纵机床完成各项加工任务。
因此,整理几项操作要点供参考:
1、为确定零件安装方位与编程中所选定的工件坐标系及机床坐标系方向一致性,及定向安装。
2、导轨防尘罩要尽量敞开,夹紧元件的空间位置能低则低,安装导轨防尘罩不能和工步刀具轨迹发生干涉。
3、导轨防尘罩应具有尽可能少的元件和较不错的刚度。
4、对于有交互工作台的加工中心,由于工作台的移动、上托、下托和旋转等动作,导轨防尘罩设计需要防止导轨防尘罩和机床的空间干涉。
5、为了简化定位与安,导轨防尘罩的每个定位面相对加工中心的加工原点,都应有的坐标尺寸。
6、能经短时间的拆卸,改成适合新工件的导轨防尘罩。由于加工中心的辅助时间已经压缩得很短,配套夹具的装卸不能占用太多时间。
7、确定在导轨防尘罩的行程范围内使工件的加工内容全部完成。
导轨防护罩是可以谨防尘埃及切屑、硬沙粒等进入轨迹,削减硬质颗粒状的异物对滑动轨面的损伤,可以削减导轨因操作变形对加工精度的影响,坚持机床加工精度。