导轨钢板防护罩设计/产品特点
导轨钢板防护罩应便于生产、组装、调试和包装运输。一般来说,防护罩外壳加工的六大步骤分别是:图纸设计、激光加工或(数控冲压)、折弯、焊接成型、静电喷粉或(液体油漆)、包装出货。
机床机械设备导轨钢板防护罩的设计
(1)导轨钢板防护罩考虑到不锈钢板材与普通钢板性能指标有所不同。如电焊焊接性能,普通钢板焊接方式采取气保焊、电弧焊接或氩弧焊等可以,相对较为普遍。而不锈钢板材则有所不同,一般来说采取特种焊接氩弧焊,电焊焊接空隙不可以过大,不然形变大,外型不美观。因此一般守旧化防护罩设计不可符合要求,不锈钢板材电焊焊接要求相对细致化。
(2)导轨钢板防护罩不锈钢产品材质成本费压力比大,设计方案要考虑到不可以再增加制做成本费用,应多考虑到制做速率,来抵消成本费产生的压力。不锈钢板金属薄板零配件尽量考虑不焊接、少焊接以及不打磨工艺。
(3)导轨钢板防护罩设计并不是简单的拼接或拼凑。要充足考虑产品的美观大方、精密,还要合乎防护罩加工标准规范。
导轨钢板防护罩设计应符合标准化、规格化、系列化的要求,并在确定设备性能的基础上追求造型美观、适用、色彩协调。防护罩外壳主要起着固定、保护设备内部结构的作用,在设计时,防护罩外壳应按照客户图纸或具体规格尺寸设计,并达到内部结构设计的要求,要做到易加工、成本还行、美观。
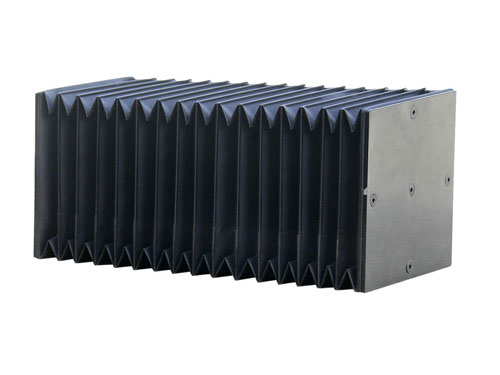
导轨钢板防护罩产品特点:
(1)不会使护板脱节,有撞击声,既美观又提升了护板的使用寿命。
(2)在时可以愈平稳,没有振动产生。
(3)适宜运动机床导轨防护既平稳又无振动噪音。
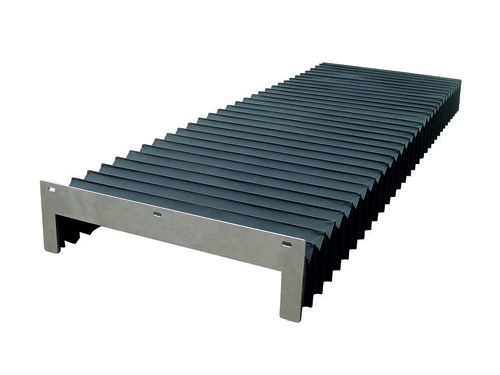
(4)装置可使护罩移动速度升到120m/min及承受愈高的G值(2G)。
(5)装置使护罩同动且平行(避免了一般剪力式防护罩仍有蛇行的缺点)。
(6)护罩每片可连发同动,全部不同于一般护罩一片接一片拉动式,因此噪音低。
(7)各节护板同时平行拉开,并同时平行缩回,运行自如。
导轨钢板防护罩的设计使其能饱尝撞击和炽热碎片引起的+900℃高温。为避免上肢误经过而形成损伤时,其开口宽度:直径及边长或椭圆形孔的短轴尺度应小于47mm,稳定距离应不小于460mm。装配在每个折面上的不锈钢防护罩具有这种功用。
它们能够摇摆也能够被固定。焊接有氩弧焊,点焊,二氧化碳保护焊,手工电弧焊等,点焊起先要考虑工件焊接的位置,在批量生产时考虑做定位工装确定点焊位置准确。为了焊接,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以确定各点加热的一致,同时也可以确定焊接位置,同样的,要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,确定工件可以点焊。
点焊后在工件表面会出现焊疤,要用平磨机进行处理,亚弧焊主要用于两工件大,又要连接在一起时,或者一个工件的边角处理,达到工件表面的平整,光滑。亚弧焊时产生的热量易使工件变形,焊接后要用打磨机和平磨机进行处理,特别是边角方面多。